旭彩网欢迎光临旭彩网官网!




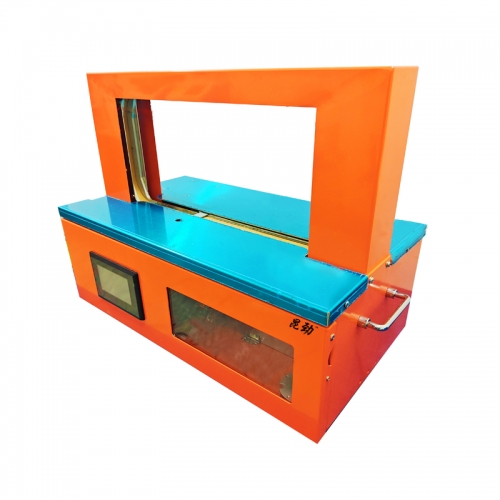
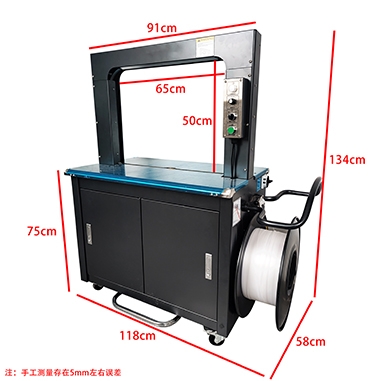
我公司主要从事全自动小型捆扎机械与无胶捆扎带的开发、销售、售后一体化服务。主要针对多支,多条,多片、多根多盒等物品的束绑捆扎,比如蔬菜、挂面、粉丝、佛香、冥钞、火腿肠、服装吊牌、书本、药盒、卡片等,广泛适用于各个领域。“昆劲”品牌也逐渐的印刻在了用户的心里,被广大用户尊称为微小型物品捆扎领域的开拓者,小型全自动捆扎机的领导品牌。
至今,无胶蔬菜捆扎机、火腿肠打捆机、烧纸佛香专用捆扎机、无胶健康捆扎带已经在国内外相关领域广泛使用,得到广大用户的一致好评,其中“无胶蔬菜捆扎机"...
查看更多>>旭彩网我公司主要从事微小型特种捆扎技术的研究,相关产品的研发,生产,销售及售后服务
无胶蔬菜捆扎机、火腿肠打捆机、小型打包机,微型捆扎机、束带机、无胶环保捆扎带、电子元器件等
旭彩网现拥有国家zhuanli数项 ,公司技术和研发实力雄厚,被政府认定为“技术企业”
旭彩网使用该捆扎带无胶,无残留,环保无毒是将来商超及蔬菜种植基地和蔬菜配送单位蔬菜捆扎的一个必然趋势
Service guarantee

我们生产的产品质量合格
之后才可以销售给客户

正常情况下单后24小时内,
即可发货

团队高标准服务体系,做到
“三个统一”,用户满意

旭彩网超长质保,终身维护,专业售后团队服务

属于行业内的新型产品,攻克了包装及捆扎技术领域内现有传统包装产品解决不了的困难复杂特殊技术难题
旭彩网致力于解决捆扎行业面临的难题,开发相应的产品
旭彩网解决了历来只能通过手工解决捆扎工艺的全新自动机器替代行业需求问题
旭彩网解决了蔬菜一直延用对人体有害的胶带捆扎问题,提供出了安全高效的技术方案及符合食品安全要求的产品




旭彩网业务一部:15029212602 QQ:2753427527
业务二部:15594967903 QQ:416054884
业务三部:18049597616
服务客服:029-89548450
服务QQ :2753427527
投诉电话:15398084655
旭彩网公司邮箱:2753427527@qq.com
旭彩网公司地址:西安市(伟合)沣东科技产业园5号楼